Abstract
This technical paper presents a case study on high temperature hydrogen attack (HTHA) observed in a channel weld on the tube side of heat exchanger. The study includes a description of the damage, the root cause analysis, repair, and concludes with key findings and recommendations.
Introduction
Damage to industrial equipment can significantly impact its reliability, safety, and operational efficiency. This paper aims to investigate a specific case study where cracks were discovered in the welds of a channel on the tube side of the shell and tube heat exchanger.
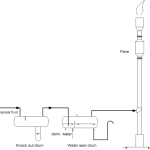
This exchanger recovered the heat of synthesis gas (tube side) to preheat the boiler feed water (shell side) in ammonia plant. General drawing and operation condition of this exchanger is as below:

Fig. 1. General drawing of heat exchanger
Operation condition | Shell side | Tube side |
Design pressure (MPa) | 18 | 15.2 |
Working pressure (MPa) | 12.2 | 13.39 |
Design temperature (C) | -10/330 | -10/370 |
Working temperature (C) | 176/294 | 340/284 |
Fluid | BFW | Synthesis gas |
Construction material | Carbon steel | 1.25Cr 0.5Mo |
Equipment name | E04502 – Loop BFW preheater | |
Synthesis gas composition in tube side (%mol) | ||||
NH3 | H2 | N2 | Ar/O2 | CH4 |
15.22 | 54.58 | 19.1 | 2.36 | 8.31 |
Description of Damage
During TA, cracks were identified on the welds of the channel (tube side). All cracks are located at the weld between partition plate and shell. Further inspection using ultrasonic testing (UT) was conducted to assess the depth of the cracks (Fig. 2).
The crack sample was taken as 80mm x 3-4mm x 15mm for the failure analysis (Fig. 3).
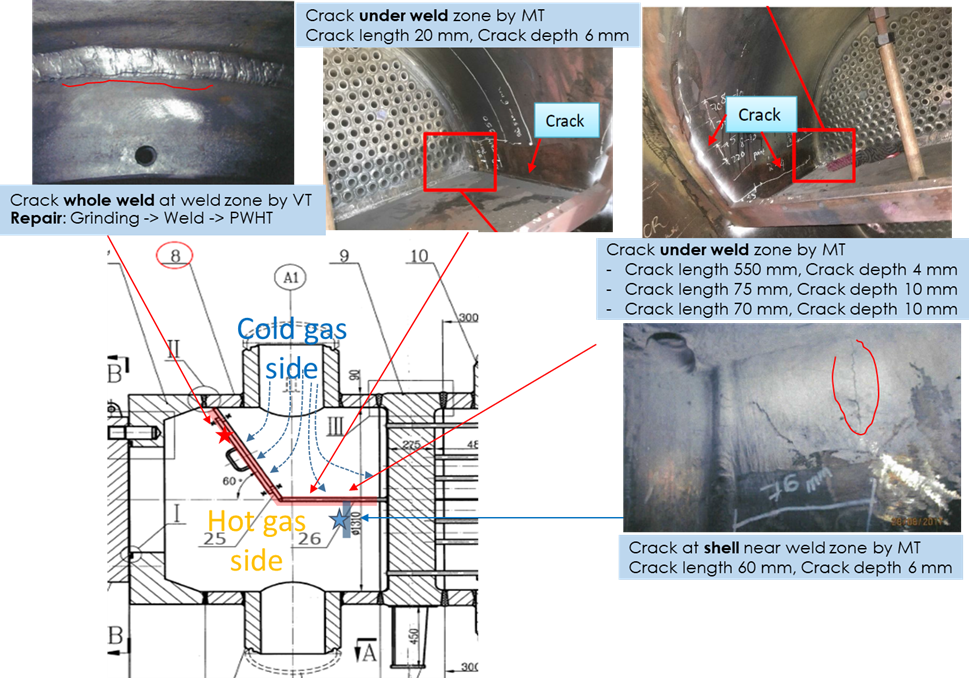
Fig. 2. Inspection result

Fig. 3. Crack sample
Failure analysis
A failure analysis was performed to determine the root cause of the cracks. The analysis revealed several key findings:
- The composition analysis indicated that the Cr and Mo levels in the sample (weld metal) were significantly lower than the specification (Fig. 4). According to the design document, weld joint (crack sample) was made by E8015-B2 which is 1-1.5% Cr and 0.4-0.65% Mo. However, chemical analysis revealed that Cr and Mo is only 0.35% and 0.16% respectively. That is lower than design.
- The chemical composition of base metal meets the requirement (1.25Cr 0.5Mo).
- Microstructure examination revealed the presence of intergranular cracks, and evidence of decarburization around the cracks (Fig. 5).
- The hardness around the cracks is significant lower than in other area. That confirmed the presence of decarburization (Fig. 6).
- According to EDS result at the crack location, it showed no evidence of corrosion species such as, chloride, sulfide and nitride.
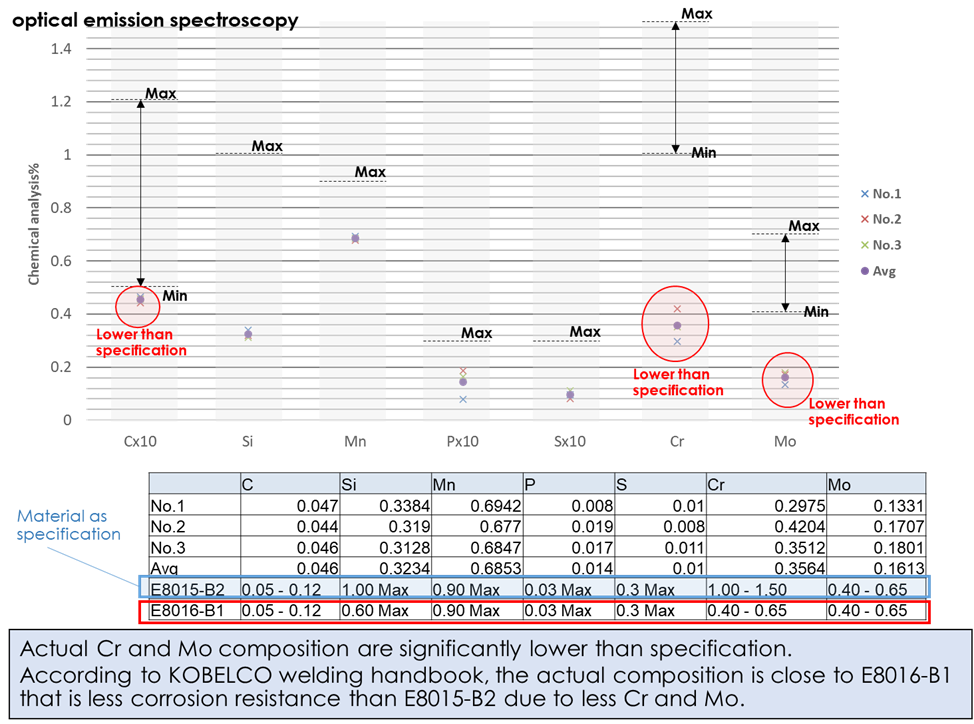
Fig. 4.Chemical analysis
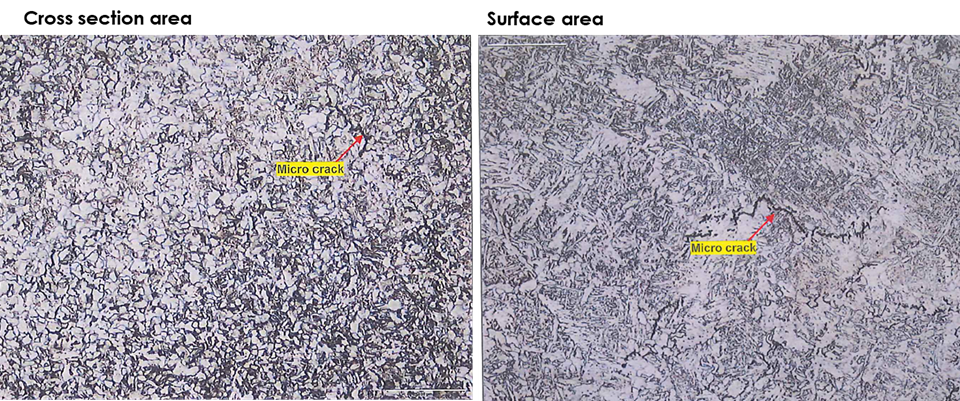
Fig. 5. Intergranular crack
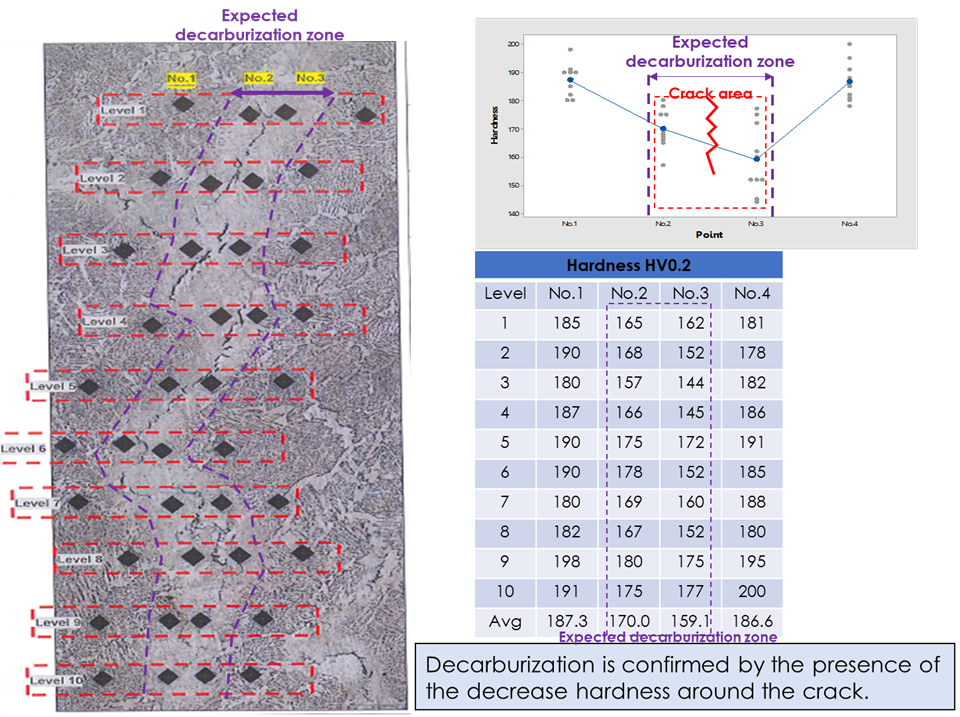
Fig. 6. Decrease the hardness around the crack
Cause of Damage:
Based on the evidence gathered from the failure analysis, it is highly probable that High-Temperature Hydrogen Attack (HTHA) is the major damage mechanism. The following factors support this conclusion:
- Intergranular cracks were observed.
- Decarburization was present.
- Low Cr and Mo levels in the filler metal (wrong filler metal) reduced HTHA resistance and increased susceptibility (Fig. 7).
- The combination of weakened microstructure due to HTHA and operating stress likely induced the cracks in the weld between the pass partition plate and shell.
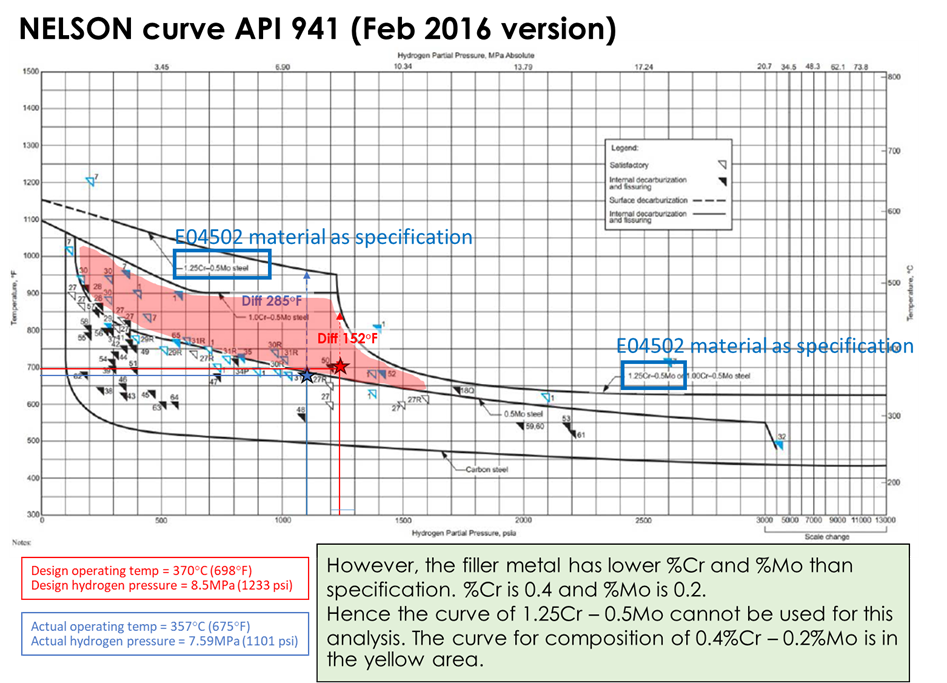
Fig. 7. Operation condition and construction material on the Nelson curve
Repair
The following procedure was used to repair the crack:
- Perform MT/PT to locate the crack; perform UT to find subsurface defect (if any).
- Remove the crack and wrong filler metal by grinding. Each grinding stage should not be greater than 1 mm. If the crack propagates during grinding, the crack tips may be rounded by drilling 3mm hole for reasonable depth to preclude crack from propagating.
- Perform MT/PT at each stage of grinding; repeat until crack disappears.
- Reweld the grinding area by qualified welding procedure and suitable filler metal.
- Carry out NDT (MT/PT, UT) after welding and after PWHT.
- General welding procedure are as below:
- Dehydrogen heat treatment at 3000C–3100C for duration of minimum 4 hours.
- Preheat at minimum 1500
- PWHT at 6700C–6800
- Filler metal ER80S-B2, E8018-B2-H4R.
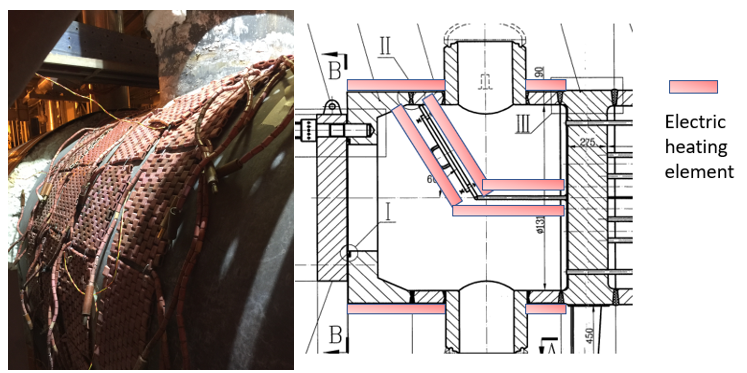
Fig. 8. Sketch of electric heating element
Conclusions
The case study on high temperature hydrogen attack (HTHA) in the loop BFW preheater identified cracks at the welds between the partition plate and shell. The failure analysis indicated that HTHA was the main cause of the damage, supported by intergranular cracks, decarburization, and low levels of Cr and Mo in the filler metal. The repair involved grinding and re-welding, followed by non-destructive testing. This study highlights the importance of proper material selection, adherence to design specifications, and regular inspections to detect HTHA and ensure the reliability and safety of similar heat exchangers.